FRPとは、Fiber(繊維)Reinforced(強化)Plastics(プラスチック)の略で、繊維と樹脂を用いて補強した強化プラスチックのことです。代表的な強化材としてはガラス繊維や炭素(カーボン)繊維、ケプラーなどがあり、樹脂にはポリエステル系やエポキシ系と、その他さまざまな成分の原料が存在します。成型方法も手作業のハンドレイアップ法、吹き付けのスプレーアップ法から大型の窯で焼くオートクレープ法などさまざまです。
さまざまな原料や製法が存在する中、モーターサイクル用パーツとして適材適所に製作するためには、相応のノウハウと技術が必要になります。ハンドレイアップ法によるFRP製作は、作り手の考え方や技術を製品に反映しやすく、製造に大規模な設備も必要ありません。しかし、少量生産がしやすいというメリットがある反面、デメリットも存在します。ハンドレイアップ法は手作業による所が大きく、品質管理が製作者の取り組みによって左右されています。ハンドレイアップ法によるFRP製作は、手を抜こうと思えば幾らでも手を抜くことが出来、そうして作られた粗悪な製品は、直接ユーザーのもとに渡ってしまいます。実際に我々が見て「?」と、思うような物がたくさん市場に出回っています。例えば、張り込む枚数が適正でない場合は強度不足を招きます。樹脂過多であれば重量は増加し、ちょっとした衝撃によるクラックや、樹脂の引けや変形などの問題も起きやすくなります。これらは手間を惜しんだり、製作者に技術が無い場合に起こる現象なのです。
樹脂型での成型の場合、大元になる型が変形してしまっていては、製品全てに反映してしまいます。型を製作する場合、製品とは異なる繊維や樹脂の選択が必要になります。変形を防ぐための補強材は、繊維以外にも必要で、形状やその先の製品の用途などにより、材料も入れる箇所も異なります。更には、型の表面が荒れていると製品に転写されてしまいますので、しっかりとした管理が必要です。さらに遡ると、型の元になる原型(モックアップ・試作品)の設計が悪いと、製品の強度不足を招いたり、取り付け困難になることもあります。原型から型取りする際にも原型への適切な補強が必要です。車体へのボルトオン製品は、取り付けは簡単ですが、製作するにはさまざまな技術やノウハウ、管理が必要なのです。
FRP製品は、・形状・樹脂の量・繊維の重ね方・プライ数(繊維の枚数)・使用する材料により強度や重量が決まります。例えば、樹脂を多く使えば重量が増し、手にしたときには高強度のように錯覚してしまいます。しかし、補強材となる繊維がしっかりと入っていなければ、本来の強度は保たれません。最適な強度を出すためには、設計段階での形状決定から始まり、繊維に対して最適な樹脂の量・種類(成分)の使用、形状や用途によっての繊維のプライ数・材質の選択が重要です。
気軽に作業が出来そうなFRPですが、突き詰めていけば奥が深く、大変手間の掛かるものです。当社は1976年『紀一と博F.R.P.研究所』 という名称で創業を開始して以来、FRPを用いた数々のモーターサイクル・パーツを生み出してきました。その30年以上の技術と知識の蓄積を、最大限に活かしFRP製品を製作しています。
まず、F.R.Pの代表的な素材(繊維)をご紹介いたしましょう。
下記のほか、粉状になっているパウダーや短く切り刻んだチップ、紐状のロービングなどさまざま存在します。

ガラス繊維の平織り。
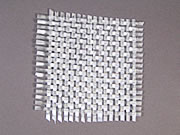
ロービングと呼ばれる紐状のガラス繊維を平織りしたもの。
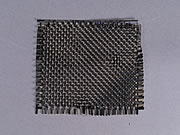
炭素繊維の平織りされたもので、ガラス繊維に比べ軽く高強度の成型が可能。但し高価格。

ある程度の長さに切り分けられたガラス繊維を絡め、均一な厚みにしたもの。厚みは数種類ある。

主に型などの補強に使用される。

他の繊維に比べ非常に薄い、型の一枚目の張り込みなどにも用いる。

まず、型の表面に離型ワックスを塗布し、その後きれいに拭き取ります。塗り残しや塗りムラがあると脱型が出来ず、製品・型ともに傷が残ってしまったり、製品にワックスの塗りムラが反転されてしまいます。

張り込みの際には、大小の刷毛・起毛や鉄製の脱泡ローラー・モヘヤローラーなど、形状に合わせた道具を使用します。

型にゲルコートを塗り、硬化後に繊維と樹脂を使い型に張り込んでいきます。張り込みの際は、しっかりと脱泡作業を行わないと樹脂と繊維の間に泡が残ってしまい、ピンホール、割れや欠けの原因になってしまいます。K&H製フロントフェンダーに使用されるガラス繊維は、45ガラスマット × 3プライ(0.45mm厚)

樹脂硬化後、脱型します。
ワックスの塗り残しがあると、型と製品が離れず大変なことになります。

不要な部分のバリ取りを行い、車輌への取り付け穴を開けます。

K&Hでは製品の裏側を黒く塗ってから出荷しています。これは、仕上がりがきれいなのと、フェンダー裏の泥はねなどの汚れが目立たなくなるからです。

仕上げにゲルコート表面をバフ掛けして磨きます。
後は梱包して出荷を待つだけです。